[VIP第1年] 指数:3
[VIP第1年] 指数:3
模具成型件的特点是数量巨大,手动影像测量仪-6050M生产厂商,测量效率要求高,传统的接触式三座标虽然有自动测量功能,但效率远远不能满足批量测量的要求。影像测量仪采用CCD获取影像进行测量,CCD属于面阵式感测器,手动影像测量仪-6050M生产厂商,一次成像就能获取一个区域的影像,通过高速的图像处理演算法,可以瞬间完成对该区域内所有几何量的测量,测量效率远远高于接触式三座标测量机。借助二维测量软件的基元复制、多座标系、报表定制输出等功能,可快速构建测量程式,高效获取需要的资料。 影像测量仪以其非接触、高效率,手动影像测量仪-6050M生产厂商、高性价比等优势,日益成为模具行业的重要测量工具。手动影量仪由取像装置,数据采集装置和二维测量软件三部分组成。手动影像测量仪-6050M生产厂商
现在影像测量仪越来越多收到制造企业的需求,这不仅因为影像测量仪给企业提供较好的产品质量,也推广产品市场销售以及社会经济繁荣发展,同时刺激着行业激烈的竞争,更好的推动着影响行业健康发展。现在很多企业主都关心影像测量仪的误差问题,要想影像测量仪的误差更小必须掌握误差的来源,例如:光栅计算数尺的误差、工作台移动时存在的直线度、角摆带来的误差、工作台两测量轴垂直度带来的误差、显微镜光轴与工作台不垂直带来到误差、测量室温度带来的误差、光源照明条件的变化带来的对焦和对准误差。手动影像测量仪-6050M生产厂商手动影像测量仪三轴精密直线滑轨,保证机器精度及使用寿命。
影像测量仪二维探测误差(P2D) :用影像测量仪测量标准圆的半径变化幅度。影像测量仪测头的探测误差(PV) :用影像测量仪在视场范围内测量标准圆的半径变化幅度。影像测量仪的变倍探测误差(Pz) :用影像测量仪在不同倍率下测量标准圆心坐标的示值变化幅度。测量仪这一精密仪器对环境卫生要求很高,假如卫生很差,灰尘和脏东西会遗留在测量仪和测量工件上,就会导致测量误差。尤其在工作机房里有一些机油、冷却液等,要注意不要让这些液体粘在工件上。平常要注意打扫机房卫生,出入人员也要注意卫生,要穿干净衣服、进出要换鞋,减少外面灰尘油渍进入机房。
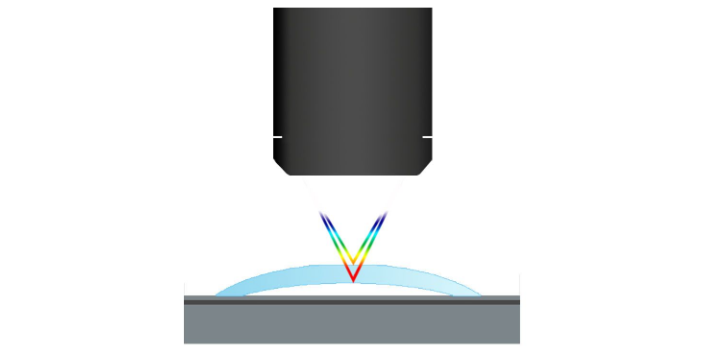
影像测量仪主要的照明方式有:表面环形光照明、同轴光照明、轮廓光照明。表面环形光照明和轮廓光照明都是比较普通的照明方式,同轴光则是一种对于特殊工件的测量有着至关重要的作用,主要是对圆柱环槽的宽度测量,螺纹牙形的测量等。表面环形光可以轻松实现工件表面尺寸和盲孔测量的光源。对于测量表面反光和镜面工件,有非常独特的作用。 表面环形光照明:表面光一般采用环形照明,与相机在同一侧。环形灯是一种很常用的表面光照明方式,可以给漫反射表面提供足够的照明。表面光由于使用的是表面光源,可以给工件表面提供普通照明,目前已经是使用环形的表面光提供多个方向和入射角的表面照明。影像测量仪计算机软件测绘功能比传统投影仪强大。
影像测量仪的简单开箱与安装,如下:在拆除影像测量仪外层包装以及内层包装的时候,需要取出使用说明书,仔细阅读与查看。把影像测量仪搬到一个平整以及可以定位的台面上,装上底脚螺丝,用水平仪器调平。取下X、Y轴固定板、Z轴滑动块固定螺丝(在摄像机罩内滑动块上),X、Y、Z轴便能传动。使用电源可从AC1V220V,50-6OHZ,连接显示器,接通仪器电源,影像测量仪便安装完成。安装影像测量仪要选择合适的地方,较好是温度、湿度和振动等都可以被稳定控制的房间,一般不适于有阳光的直射方向,较好朝向为北向或没有窗户,因为阳光对于室内的温度有影响,不利于温度的控制。手动影像测量仪受到产品材质的影响较小。手动影像测量仪-6050M生产厂商
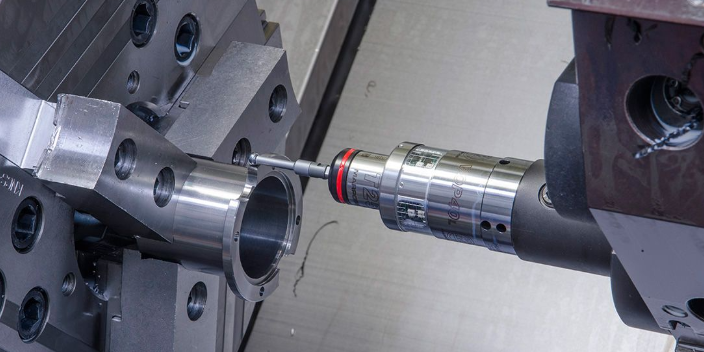
手动影像测量仪对精密零部件进行微观检测与质量控制。手动影像测量仪-6050M生产厂商
影像测量仪角度测量的技巧主要是直线时采线尽量长,因为屏幕的显示限制,所能显示的工件尺寸一般只有几毫米,许多测量人员在屏幕上采集的测量部分的点实际上是很小的,容易产生偏差,采集的线段越短,造成的偏差就越大,所以应该尽可能长的采集长一些。 而切线法和踩点计算法是使用影像测量仪进行角度测量的两个重要技巧。切线法是一种通过人工旋转镜头上或屏幕上的刻线,使它与工件的两条边线相对,然后通过圆光栅或编码器来测量他的角度。如果切线用的是投影切线,就采用投影仪、显微镜等工具,如果采用的是影像切线法,就可以用带视频功能的显微镜、影像仪等工具,软件上会有自带的米字线测量旋转。手动影像测量仪-6050M生产厂商
文章来源地址: http://wjgj.zhiyejgsb.chanpin818.com/clgj/deta_10360501.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。